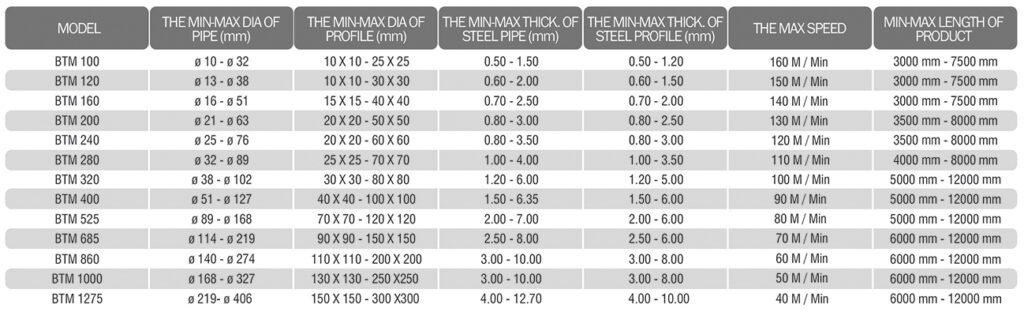
Our partner develops turnkey projects for Pipe and Section machines offering a wide range of products from Ø10 mm to Ø406 mm. Our partner taking the lead in both local and international sales take the pride in setting an example to its competitors. The following list of machines is standard, however we can produce machines in different diameter and thickness by developing customized special projects.
* The following list of machines is standard and we offer special turnkey project and manufacturing services tailored for your needs. ** The aforementioned speeds were given for ST-37 (S245) material in 6m length.
Pipe & Section Machine Consists of the Following Units:
1) Hydraulic Strip Trolley 2) Decoiler (Hydraulic) 3) 7 units of Levellers 4) Strip End Welding Machine (automatic as an option) 5) Accumulation 6) Leveller Group 7) Form Group
8) Guiding Group 9) Welding Group 10) High Frequency Welding Machine 11) Cooling Tower and Pump 12) Deburring Unit (automatic) 13) Cooling Tunnel 14) Calibration Group
15) Welding Test Unit 16) Türkankof 17) Cutting Group (cold – hot cutting) 18) Conveyor and Extractor Group (automatic) 19) Double-Sided Stacking Table 20) Driver Unit 21) Electrical Group
22) Hydraulic Group 23) All Configuration Templates 24) Replacement Part 25) Installation and Configuration 26) 1 Year Full Warranty
Decoiler
It is intended to feed the pipe machine. They are produced with double plungers or single plunger. The rotation of the double-sided ones is set automatically. Roll placement, brake configuration and top hold down roll setting are performed manually. One plunger stocks the cut roll while the other plunger is operated to decoil.
Decoiler and Leveller Unit
In this section, materials from the decoiler unit are guided to the leveller unit upon correcting the product end.
Semi-Automatic Strip-End Welding Machine
It is used to connect the ends of the strips guided after decoiler. Cutting, connecting and fixing works are performed automatically. MIG welding is used to perform the welding works.
Accumulation
This section stocks the strips received from the decoiler in order to operate the Pipe & Section machine uninterruptedly.
Form Inlet Group
Form inlet group is used to charge the pipe machine with the strips received from spiral accumulation.
Form Group
Form Group is the section where the strip is given the initial shape of the pipe. This group consists of 7 vertical stands, 7 horizontal stands, reducers, main drive motor and driveshaft.
Cold Floating Cutting Group
Pipes and profiles leaving Turkankof with the final shape are cut continuously in the desired lengths, and pipes are moved by a linear guide installed in the chassis and all functions are performed in parallel with the pipe machine.
Conveyor and Packaging Group
The profile cut in the desired lengths are taken to an extractor group by a conveyor. Pipes dropping on the stacking table upon extraction by the extractor group can be packaged at both sides.
Please kindly click here for more details and send us your project details, we will be pleased to give you our best offer and solution